A seal for every occasion
Since their inception in the early twentieth century, mechanical seals have played an increasingly important role in mission-critical sealing applications. With the emergence of ever more sophisticated materials and technology over the ensuing decades, manufacturers now have a wealth of seal options at their disposal. Here, TRP Polymer Solutions explains how the early ‘Cook seal’ provided the blueprint for us to now offer a seal for every occasion.
A brief history of mechanical seals
The evolution of mechanical seals is closely linked with the development of centrifugal pumps and compressors. The first mechanical seal was invented in 1903 by American George Cook. The so-called ‘Cook seal’ was originally intended for use with centrifugal compressors in refrigeration applications but was quickly applied to centrifugal pumps. The first commercially successful mechanical seal for centrifugal pumps is thought to have been developed by the Cameron Division of the Ingersoll-Rand Company in 1928. The first ‘O’ ring followed soon after in the 1930s.
However, it wasn’t until after World War II that ‘O’ rings started to be used as mechanical seals. During WWII, natural rubber was difficult to source. This made the development of synthetic rubber a priority, with Buna N, Buna S, Neoprene and Butyl rubbers invented as a result. Teflon became commercially available in 1944, providing newfound levels of corrosion resistance. Thereafter, DuPont commercialised the first fluoroelastomer, Viton A, in the 1950s. Followed in 1971 by their high-temperature and corrosion resistant perfluoroelastomer, Kalrez.
Seals for severe chemical applications
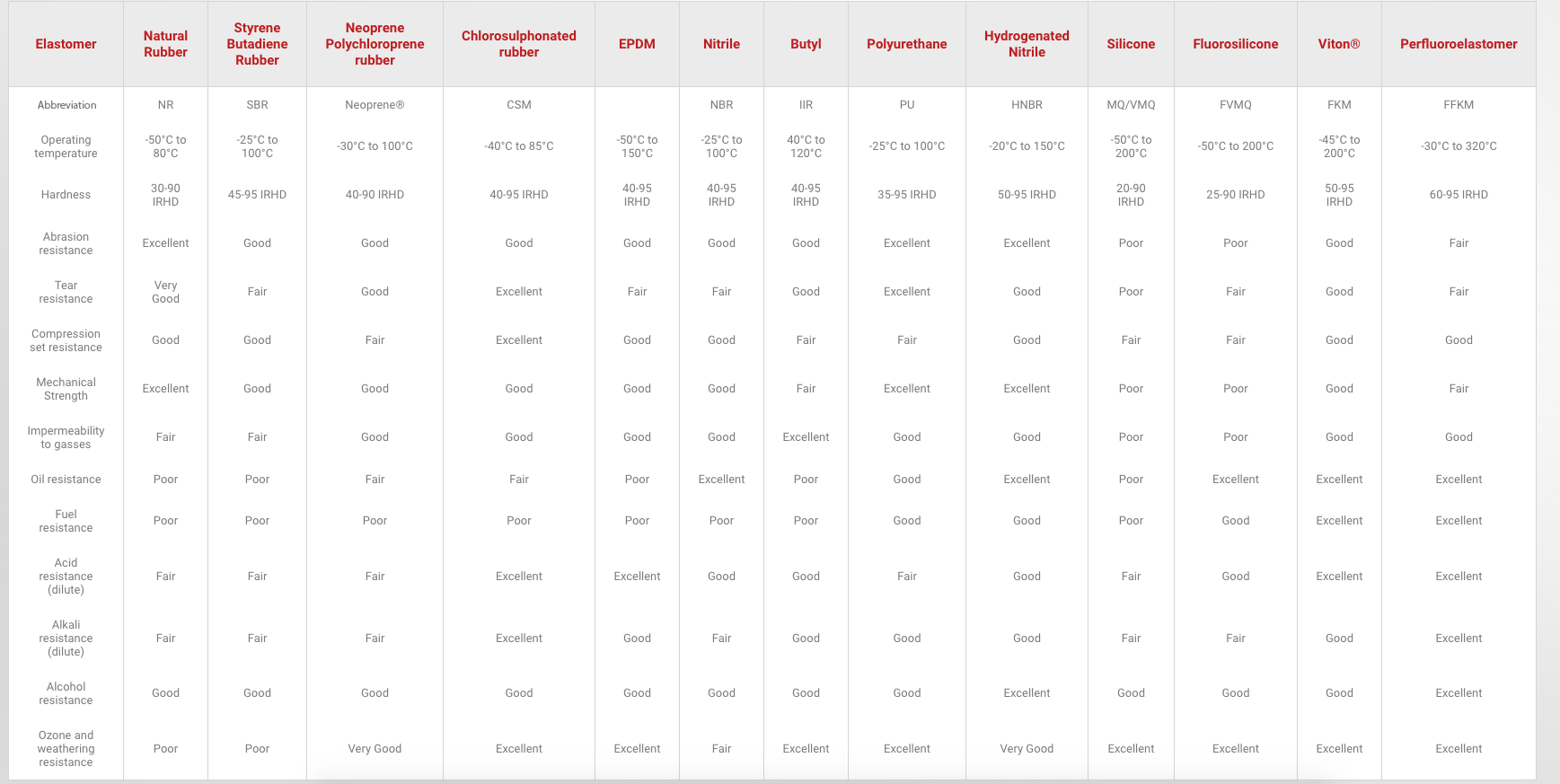
Perfluoroelastomer (FFKM) delivers the most comprehensive chemical resistance of any rubber seal material. It’s impressive chemical compatibility makes FFKM perfectly suited to seals for severe chemical applications. Here at TRP Polymer Solutions, we can supply a variety of grades to suit your application. These include several high-temperature black 75 IRHD perfluoroelastomers and a white 75 IRHD for use with strong oxidising media and hot aqueous solutions.
We can also provide seals for severe chemical applications constructed from fluoroelastomer (FKM). Not to mention Polytetrafluoroethylene (PTFE) rubber bonded seals. FKM delivers better chemical, thermal and oxidation resistance than most elastomers. Meanwhile, PTFE’s carbon-fluorine molecular structure makes it inert to most chemicals. Both are premium sealing materials that nevertheless provide excellent return on investment in severe chemical applications.
Seals for high-temperature applications
When it comes to manufacturing seals for high-temperature applications, our unique TRPlast™ Perfluoroelastomer (FFKM) provides the widest possible range for dynamic sealing in high temperatures. With a maximum operating temperature range of -40°C to +330°C, our high-performance TRPlast™ rubber materials are designed to prolong seal lifecycles at temperature extremes. Delivering safe, reliable and predictable performance, as well as total peace of mind.
Aside from their superlative thermal resistance, our FFKM seals for high-temperature applications are resistant to no fewer than 1,800 different chemicals. These include organic and inorganic acids, hydrocarbons and ketones. TRPlast™ FFKM is also resistant to gas and liquid permeation, and oxygen-plasma. Speciality grades of TRPlast™, can also be formulated to develop seals for high-temperature applications in a unique range of colours for identification purposes.
Contact TRP Polymer Solutions today
No matter what your industrial application, TRP Polymer Solutions has a seal for every occasion. Make TRP Polymer Solutions your custom moulded rubber manufacturer of choice. To find out more about our high-quality polymer products and manufacturing processes, or to discuss your requirements in more detail, please contact TRP Polymer Solutions on +44(0)1432 268899 or sales@trp.co.uk.
Categories
Archives