The chemical structure and usage of FKM
Why choose FKM? In this blog, we explain FKM’s chemical structure and highlight the various curing options used when developing FKM seals and how these can impact the end product’s characteristics. Read on to find out more about FKM’s material properties, temperature range and chemical resistance capabilities.
FKM, or fluoroelastomer to give it its full name, was developed during WWII. Nitrile seals use for aircraft at the time were notoriously prone to softening and swelling after prolonged exposure to aviation fuel. They also performed poorly in low temperatures. As a result, fluorinated elastomers were developed to create a seal material that could provide high chemical resistance, as well as low-temperature performance. FKM was born.
FKM’s chemical structure
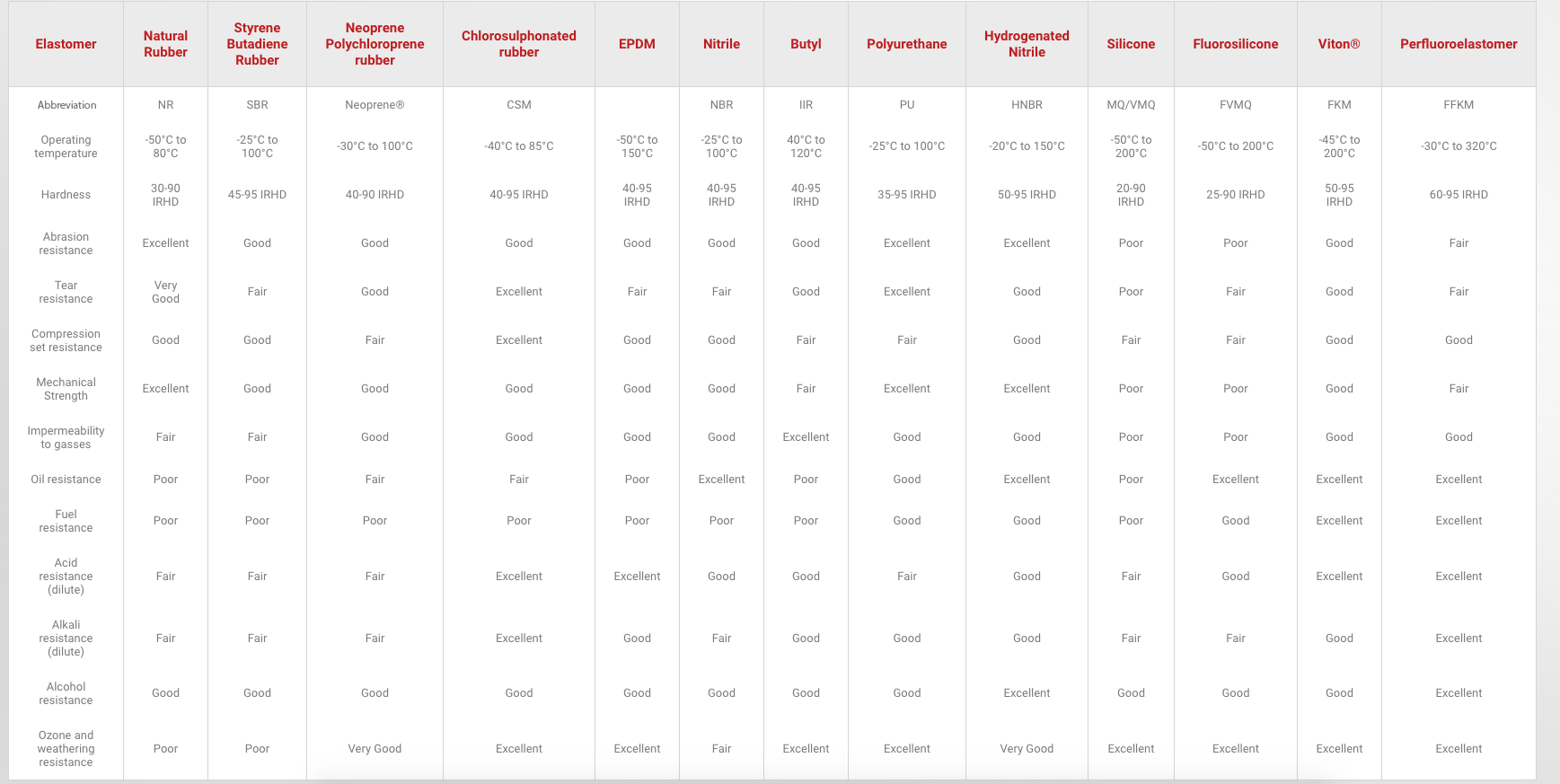
FKM’s chemical structure has evolved significantly since the 1940s, with fluorine content increasing from 26.7% to 66%-68%. While bisphenol and peroxide have superseded amine as the curing process of choice. FKM’s high fluorine content ensures excellent chemical resistance to a broad range of aggressive chemicals, including acids, fuels, crude oil and ammonia, to name but a few. It also delivers a wide temperature range of -45℃ to 204℃, which is superior to most other elastomers.
Furthermore, FKM is highly resistant to gas and liquid permeation, weatherability and ozone. It’s also inherently more resistant to burning than non-fluorinated hydrocarbons and is suitable for explosive decompression, CIP and SIP applications. All of which makes FKM an excellent choice for hazardous environments, such as in the chemical processing, oil and gas and aerospace industries.
Various monomers are used within the manufacture of FKM polymers. These include VF2 (2-fluoroethene), HFP (hexafluoropropylene), TFE (Tetrafluoroethylene), PAVE/PFVE (Perfluorovinylether), Ethylene and Propylene. Depending on the combination of monomers. the resulting polymer will have different properties, these might range from ultra-low temperature performance to improved base and acid resistance.
FKM curing process
We can also manipulate the characteristics of FKM further through the curing process. At our disposal, we have peroxide, bisphenol or amine curing processes. All of which can alter the individual performance capabilities of the FKM.
For example, a peroxide cure forms carbon-carbon bonds which gives the following characteristics:
- Steam resistance
- Good moulding characteristics
- Superior chemical resistance
- Good compression set
- Versatility
Bisphenol cure, on the other hand, forms carbon–oxygen–carbon bonds, which have more strength than carbon-carbon bonds, therefore providing higher thermal stability, as well as the following characteristics:
- Excellent heat resistance
- Excellent compression set
- Good chemical resistance
- Good metal adhesion
- Suitability for FDA applications
Amine was the first cure system developed for FKMs. Amine cures are rarely used in FKM now, unless extremely high bond strength is required or complex parts with good hot tear strength are required.
Why choose FKM from TRP Polymer Solutions?
At TRP Polymer Solutions, we source our raw compounds from quality approved suppliers and manufacture all of our products in accordance with ISO9001 standards. All of which ensures a consistently high-quality FKM product that you can be confident will provide the highest levels of performance, durability and reliability.
Please consult the TRP Polymer Solutions technical team to discuss the most suitable grade of FKM for your application. Each FKM grade offers varying strengths and weaknesses. Choosing the wrong FKM can lead to rapid failure of your elastomer product, which is why you should always seek the expertise of a professional when specifying your FKM seal.
For more information about the types of FKM we offer, or to discuss your application requirements, call TRP Polymer Solutions today on 01432 268899 or email us at sales@trp.co.uk.
Categories
Archives