FFKM vs FKM
What’s in a letter? Well, in the case of FFKM vs FKM, quite a lot actually. In this blog, we make a direct comparison between FFKM vs FKM, highlighting the various features and benefits of each elastomer, to give you an insight into when and why we might choose to use them in your sealing products.
FKM – Fluoroelastomers
As with many technological advancements, fluoroelastomers were borne out of necessity. They were devised during WWII as an antidote to the leaking nitrile seals that plagued the aircraft of the era. This led to the development of fluorinated polymers whose chemically inert Fluorine-Carbon bonds delivered a winning combination of low-temperature performance and high chemical resistance.
In the late 1950’s, FKM type 1s and 2s were commercialised. Offering increased chemical resistance, the fluorine content increased significantly from around 26.7% to 66%-68%. More recently, polymer design continues to improve thanks to a greater understanding of the order in which monomers are polymerised and the effect that has on the end product.
Advantages of FKM
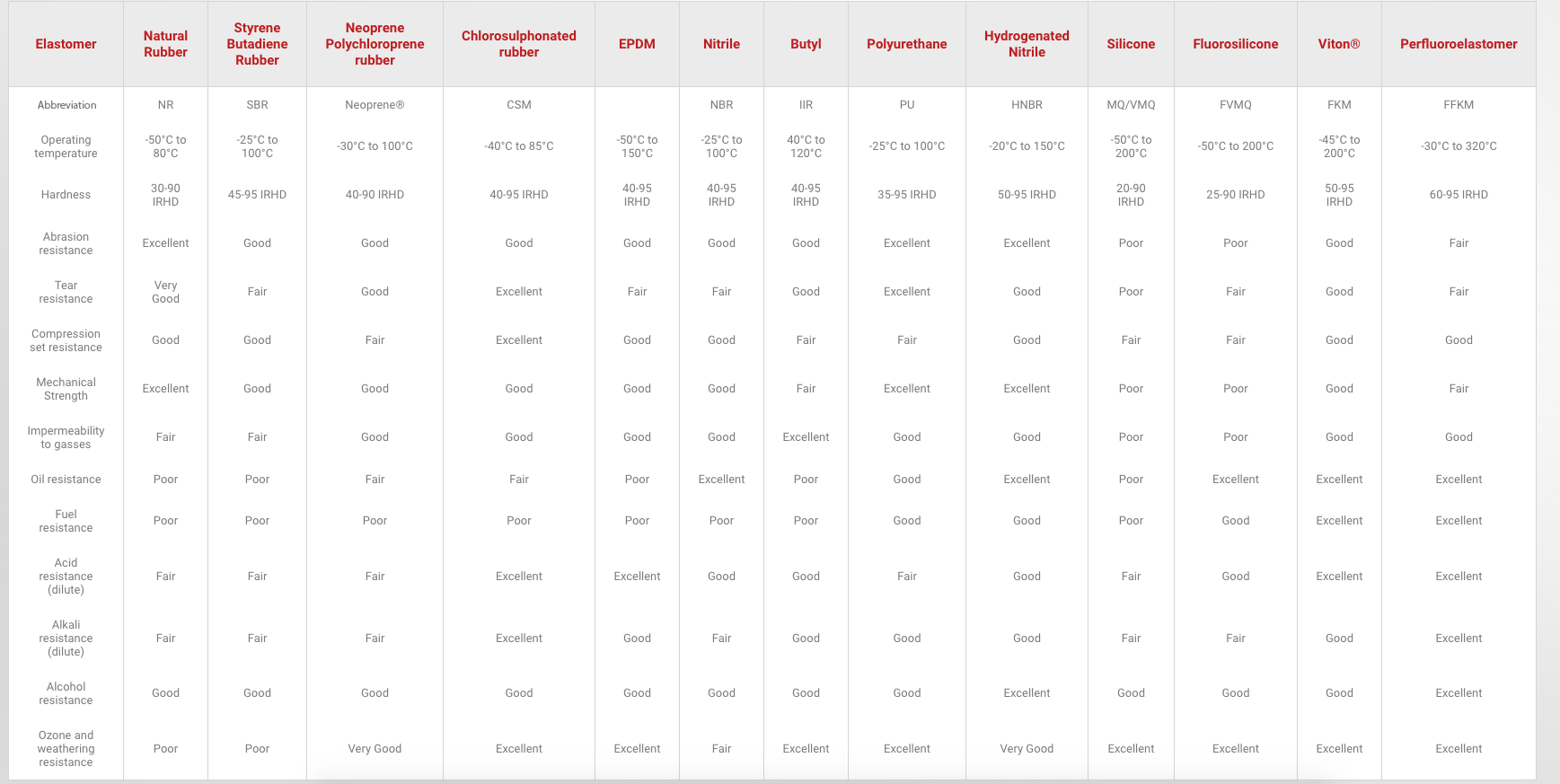
- Wide temperature range (-45°C – 204°C).
- Excellent chemical resistance.
- Excellent gas and liquid permeation resistance.
- Excellent weather ability and ozone resistance.
- Inherently more resistant to burning than non-fluorinated hydrocarbons.
- High density and high quality feel (some FKMs are used in everyday items like watches).
- Good mechanical properties, improving sealing performance with good compression set.
- Suitable for explosive decompression, CIP, SIP and FDA.
Disadvantages of FKM
- Can swell significantly in fluorinated solvents.
- Should not be used with molten or gaseous alkali metals.
- Higher cost than other non-fluorinated hydrocarbons.
- Not as chemically resistant as FFKM to chemicals but still excellent for most applications.
- Smaller temperature range to FFKM’s but still better than other elastomers.
- Choosing the wrong FKM for an application can lead to rapid failure.
- Low-temperature grades are also quite costly.
FKM applications
- Automotive
- Chemical processing
- Oil and gas
- Heavy duty machinery
- Aerospace
- Many others
FFKM – Perfluoroelastomers
By the 1960s, there was a growing need for a polymer that was more chemically resistant and possessed higher temperature capabilities. Perfluoroelastomers were the natural conclusion, combining the chemical resistance of PTFE with the flexibility and elasticity of regular FKMs. Originally, this next phase of elastomer technology was almost exclusively the preserve of space programmes and chemical processes. However, FFKM was soon embraced by the wider industrial community, once its beneficial properties became known.
Nowadays, FFKM is a regular fixture in the aerospace and automotive industries, amongst many others. Although the polymer structure has remained largely unchanged since the introduction of perfluoroelastomers, the polymerisation process has undergone a process of refinement over the decades and FFKM materials can be developed as part of a safer, greener production process.
Advantages of FFKM
- Wide temperature range (-55°C – 330°C).
- Excellent chemical resistance (best in class, similar to PTFE).
- Excellent gas and liquid permeation resistance.
- Excellent weather ability and ozone resistance.
- Self-extinguishing and non-flammable in air.
- High Density.
- Good mechanical properties, improving sealing performance.
- Suitable for explosive decompression, CIP, SIP and FDA.
Disadvantages of FFKM
- Can swell significantly in fluorinated solvents.
- Should not be used with molten or gaseous alkali metals.
- Thermal coefficient larger than other elastomers, so seal housing size may need modifying.
- High cost, so generally used when no other elastomer is appropriate.
FFKM vs FKM
So, what is the difference between FFKM vs FKM ? Realistically, FFKM offers a greater degree of versatility than FKM. It’s more chemically resistant and can withstand a greater range of operating temperatures, offering peak service temperatures of up to 330°C. So, if your application demands the highest levels of performance, then FFKM could – theoretically – be the best choice of sealing material. In which case, our unique TRPlast range of perfluoroelastomers provides best in class performance.
However, and here’s the heart of the matter, if budget is a decisive factor in your decision-making process, then we may well point you in the direction of FKM. If your requirements for chemical and temperature resistance are not as onerous, then FKM can offer many of the same benefits as FFKM – just at a slightly lower cost. It’s still more chemical, weather, ozone, gas and liquid resistance than most other elastomers. Like FFKM, FKM is also suitable for explosive decompression, CIP, SIP and FDA applications.
Both exhibit similar disadvantages too, in terms of swelling in fluorinated solvents and incompatibility with molten or gaseous alkali metals. Bearing that in mind, as well as the risks of rapid failure associated with choosing the wrong grade of FKM, it’s imperative to seek the guidance of a technical expert here at TRP Polymer Solutions to ensure your sealing product is developed using the correct elastomer for your specific application requirements.
Our technical team can help you to weigh up the pros and cons of FFKM vs FKM and give you expert guidance regarding which material will be best suited to the end product for your application. Contact TRP Polymer Solutions today on +44 (0)1432 268899 or email us on sales@trp.co.uk for more information.
Categories
Archives