Guide to FDA grade rubber materials
The US-based Food and Drug Administration (FDA) is tasked with protecting public health by imposing stringent standards on the manufacture of food and cosmetics. Accordingly, any rubber materials that come into contact with these consumables must adhere to FDA regulations. In this article, TRP Polymer Solutions illustrates some of the most popular FDA grade rubber materials.
What constitutes FDA approved rubber?
The US-based Food and Drug Administration (FDA) is responsible for protecting public health by ensuring the ‘safety, efficacy, and security of human and veterinary drugs, biological products, and medical devices’, as well as ensuring the safety of food and cosmetics, to name but a few of the core focusses of their wide-ranging remit.
Food grade rubber products are rigorously tested to meet the demands of a wide array of hygienic applications. FDA approved rubber should be tasteless, odourless, and be resistant to bacteria. It should also provide reliable service within a broad range of operational temperatures and be non-toxic, and non-allergenic.
Popular FDA grade rubber materials
TRP Polymer Solutions designs and manufactures high-performance rubber moulded components, including food grade ‘O’ rings and gaskets, made from FDA grade rubber materials. We only use the best materials and process technologies when manufacturing FDA approved rubber, including the following high-grade materials.
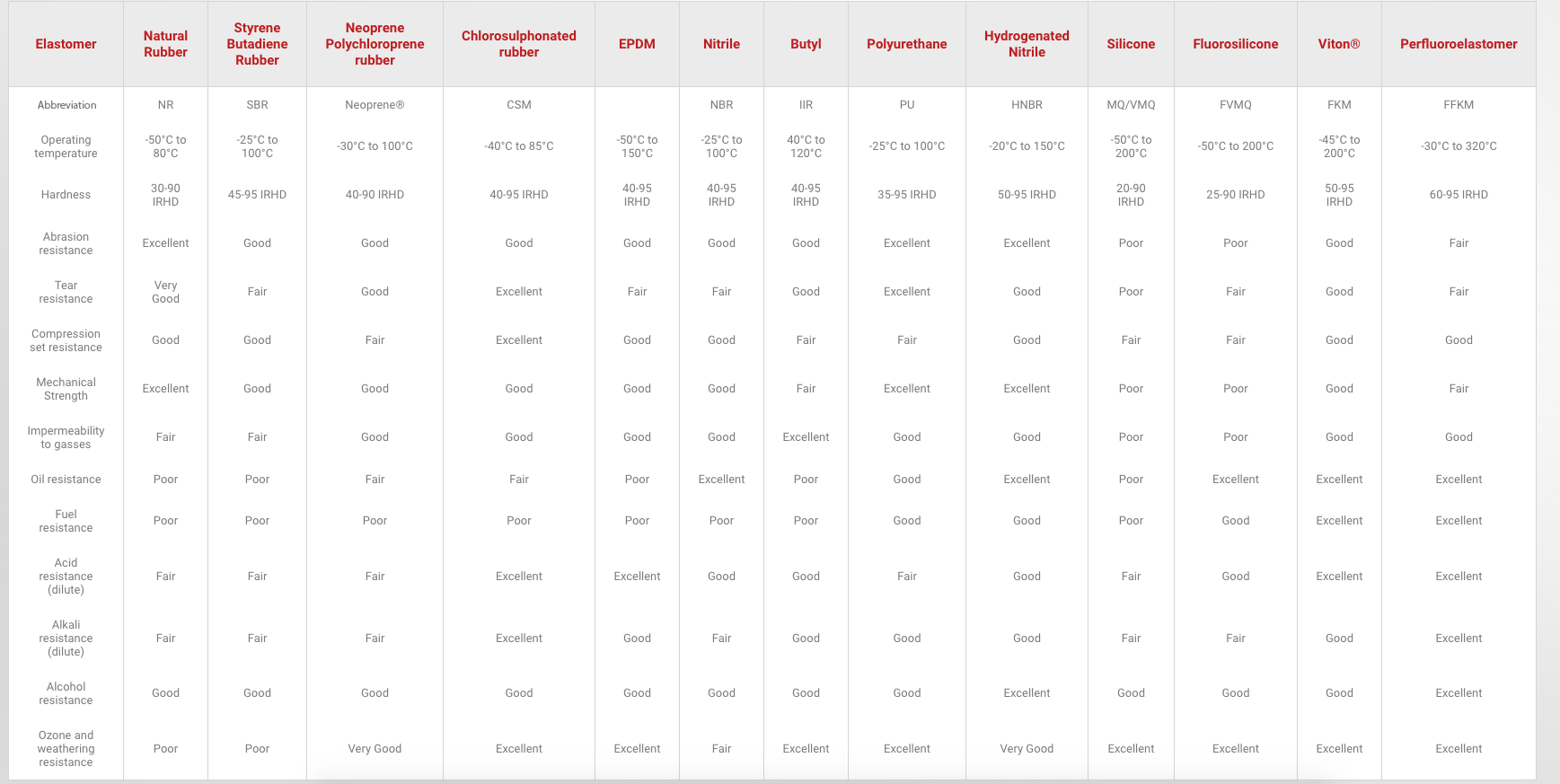
Perfluoroelastomers (FFKM) – FFKM’s extreme chemical and temperature resistance has seen it employed in high pressure clean in place (CIP) cleaning and sterilisation processes in the food, beverage and dairy industries. This food grade rubber material has an operational temperature range of -15°C to +300°C and best in class chemical resistance.
EPDM – EPDM is employed in applications requiring durability and flexibility. Manufactured from tasteless and odourless compounds, EPDM is suitable for speciality or general purpose food and beverage applications. It has an operating temperature of -50°C to +150°C and performs well with hot water and steam.
Neoprene – Neoprene’s smooth finish, excellent resistance to abrasion and repulsion of oily and greasy food products make it an ideal food grade rubber material. Resistant to ozone, sunlight and oxygen ageing, neoprene is the material of choice for refrigeration seals. Neoprene is also highly resistant to water and the build-up of mould.
Silicone – Silicone has long been highly regarded in the food and beverage industry for its thermal stability, heat resistance, low chemical reactivity and low toxicity. It also has heat-resistant properties. This long-life food grade rubber has one of the widest operating temperature ranges available, from -50°C to +200°C. Common uses for food-grade silicone include sealants and cooking utensils.
Buy FDA approved rubber seals from TRP Polymer Solutions
These are just a few of the FDA grade rubber materials that we use to develop optimised food grade gaskets and ‘O’ rings here at TRP Polymer Solutions. For any more information about our FDA approved rubber materials and product capabilities, or to discuss your specific application in more detail, please contact our experts today on +44 (0)1432 268899 or email sales@trp.co.uk.
Categories
Archives