What do the changes to the FKM Bisphenol Rubber FDA approvals mean for the supply of moulded rubber components?
As polymer manufacturers continually evaluate compliance of their materials with Food and Drug Administration (FDA) regulations, the manufacturers of Bisphenol FKM have withdrawn FDA approval for their materials. This applies to all polymer manufacturers, prompting huge change within the industry. What has changed with FDA approved FKM rubber compounds though? Continue reading to find out more.
Restriction of Bisphenol
In 2022, The German Competent Authority (DE CA) indicated through an entry on the Registry of Intentions that they plan to submit a proposal to restrict 4,4′-isopropylidenediphenol (EC 201-245-8, CAS 80-05-7, Bisphenol A) and bisphenols exhibiting a similar concern for the environment from uses that lead to emissions to the environment.
What effects was Bisphenol having on the environment, though? It begins with the rubber moulding process.
Moulding process with Bisphenol
Rubber manufacturers receive their rubber compounds in an uncured form. The compounds need to be cured by heating under pressure during the moulding process to form the cross links between polymer chains, during this curing process manufacturers are able to achieve the final shape and physical properties of the rubber that make it suitable for use in customer’s applications.
Rubber can be cured in a variety of ways, but for fluoroelastomer (FKM) it is most common to use a bisphenol or peroxide curative, which differ chemically.
Following the German Competent Authority’s proposal, it was found that bisphenol acts as an endocrine disruptor according to the criteria of the World Health Organisation (WHO). An argument has been made that bisphenol is consumed on curing but most polymer manufacturers have taken steps to revoke their FDA certification for bisphenol grades as of 31 July 2022, forcing rubber manufacturers to re-think their processes
As a result, for bisphenol FKMs after 31 July, rubber manufacturers must use an alternative curing system known as peroxide curing for applications that involve food and drink contact.
Results of Evaluation
What steps has TRP undertaken to provide the food industry with safe food contact materials?
TRP Polymer has developed four materials to service the food industries that require fluorinated sealing products and are manufactured without bisphenol curatives. These are:
- F366 – 70 IRHD Black FKM
- F348 – 75 IRHD White FKM
- F336 – 75 IRHD Black Aflas® /FEPM
- F321 – 70 IRHD Blue, metal, X-Ray and visually detectable FKM
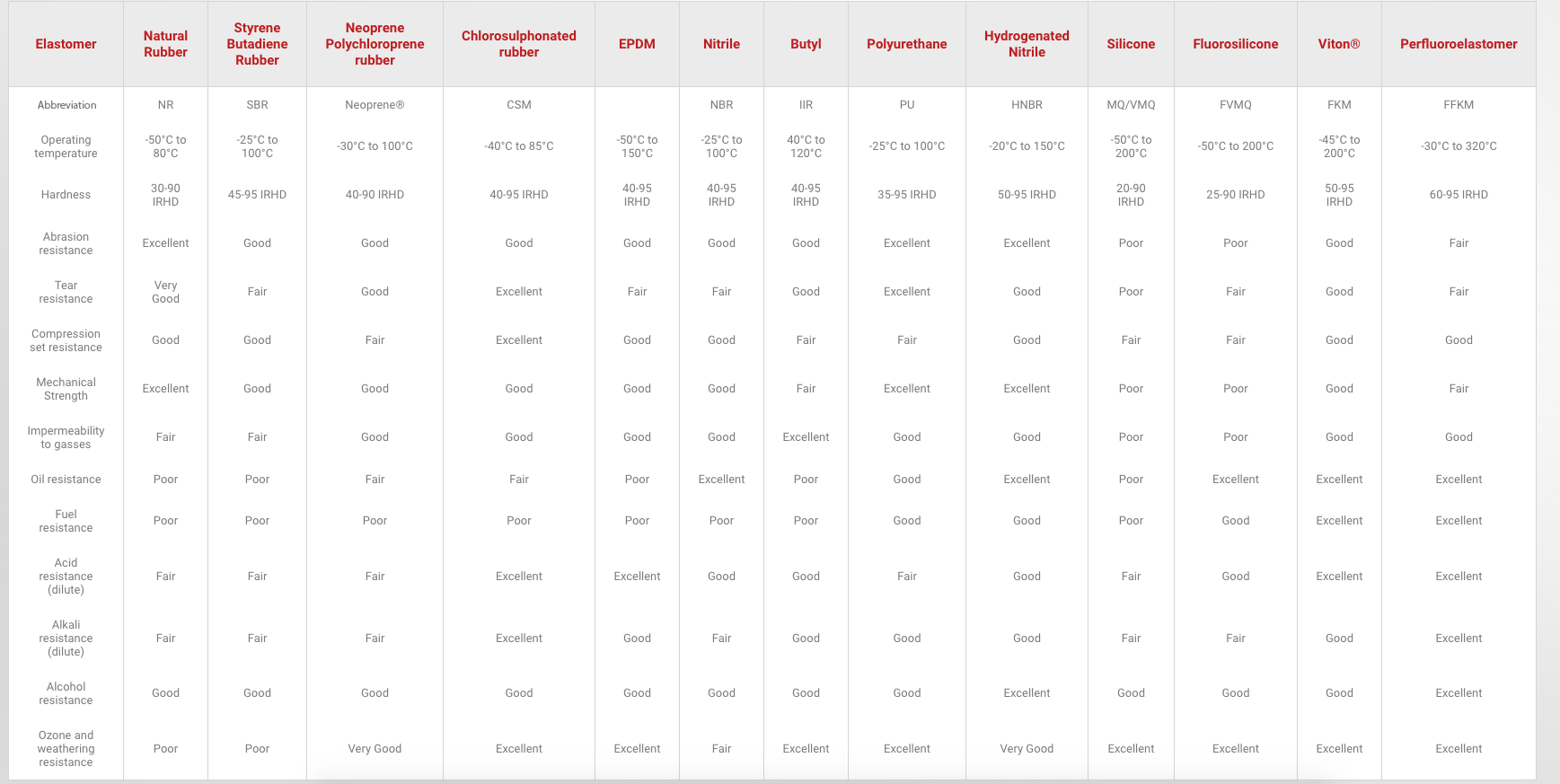
These materials have been formulated to provide an increase in chemical resistance over standard FKMs, EPDMs and silicones that are typically used within the food processing industry. Furthermore, all of the developed FKMs have an improved sterilisation-in-place (SIP) and cleaning-in-place (CIP) resistance. This makes them a universal product for the food industry.
How much of an improvement do these materials provide over standard FKMs and EPDMs?
When new materials are developed at TRP, they’re tested to ensure that they will effectively service the intended industry. Whilst developing F366, F348, F336, and F321, it was decided that the materials should be tested in similar cleaning environments that they would experience within services. As such, TRP took the following test procedures:
- Extraction testing (subcontracted to a ISO 17025 laboratory)
- Testing in hot water for 72 hours at 200°C to simulate SIP operations at an accelerated rate.
- Testing in 2% HNO3 solution for 72 hours at 90°C to simulate CIP operations in acidic environments
- Testing in 4% alkali solution for 72 hours at 90°C to simulate CIP operation in alkali environments
- Compression set testing for 72 hours at 200°C to demonstrate seal retention at an accelerated rate in hot water
Trp also believes that this would be a good opportunity to test these materials back-to-back against a typical bisphenol FDA FKM and an FDA EPDM.
Results
Extraction Testing
Within 21 CFR 177.2600, there are three subsections which determine what type of foodstuffs rubber articles intended for repeated use can be used for. These sections are:
- Section (d) – Rubber articles intended for use with dry food. The requirements are that the rubber is formulated in accordance with the guidelines of 21 CFR 177.2600 and that the material is cured under the conditions of good manufacturing practice.
- Section (e) – Rubber articles intended for repeated use in contact with aqueous food require extraction testing within distilled water at reflux temperature; firstly for seven hours, where the total extractives must not exceed 20mg/square inch, and secondly for two hours where the total extractives must not exceed 1mg/square inch
- Section (f) – Rubber articles intended for repeated use in contact with fatty foods require extraction testing within n-Hexane at reflux temperature; firstly for seven hours, where the total extractives must not exceed 175mg/square inch, and secondly for two hours where the total extractives must not exceed 4mg/square inch
All of TRP’s FDA materials comply with section (d), because they have been formulated in accordance with the guidelines outlined in 21 CFR 177.2600, and have been manufactured in accordance with good manufacturing practices. Additionally, TRP has tested for extractable content with their commercial FDA grades to either sections (e), or (e) and (f), depending on the material type. Extraction testing is subcontracted to a third party laboratory, accredited to BS ISO 17025.
Below are the results from extraction testing in distilled water for TRP’s newly-developed materials, and a bisphenol FKM:

Below are the results from the extraction testing in N-Hexane for TRP’s newly-developed materials, and a bisphenol FKM:

It can be observed from the above results that all the tested grades have extractable levels significantly below that of the specification, and the non-bisphenol FKM grades (F366 and F321) have extractable limits far below that of the bisphenol grade (F266).
Testing in hot water
Sterilisation in place (SIP) cycle temperatures are typically between 120°C and 135°C for one hour. However, in some processes such as high temperatures, short time sterilisation (HTST), temperatures from 140°C to 160°C can be used. A seal must endure these temperatures in steam and hot water without undergoing significant damage, swell or loss in sealing force.
To ensure the materials were suitable, TRP tested the materials at 200°C in hot water. The results have been tabulated below:

The results show that an EPDM swells significantly in high temperature water. F321 shows a significantly lower swell than the EPDM and the other materials swelled minimally. It should be noted that when specific grades were tested at 150 in hot water, the volume swell figures were approximately halved.
It can also be observed that F321 had the best seal retention with a compression set of 22.8%. The worst sealing retention was observed on the bisphenol FKM at 86.5%, which TRP would consider unstable for use. The EPDM material swelled to a point where the compression set could not be determined.
Overall, we can observe that the non-bisphenol FDA FKM and EPDM grades may swell and soften more than the bisphenol FDA FKM grades. However, only the newly-developed non-bisphenol FDA FKMs are capable of retaining a high sealing force in high temperature steam for a significant period of time.
Testing in 4% Caustic (alkali) solution
Cleaning in place is a common method of cleaning sanitary process lines and sanitary vessels. Typically, this involves a pre-rinse cycle followed by a caustic wash and further rinsing cycles. The caustic solutions used can be as high as 4% up to 85°C for heavily soiled surfaces. It was, therefore, determined that TRP would test the new materials in 4% caustic solution at a temperature of 90C. The results have been tabulated below:

It can be observed that all the tested materials had minimal swell. However, users of FDA bisphenol FKMs may note that long-term use in caustics can cause some degradation. Therefore, TRP extended the test time up to 336 hours (approximately 1000 caustic cleaning cycles based on a 20 minute contact time). Photographs of 20 times magnification of the surfaces are shown below:

From the above images, it can be observed that EPDM, F348, F336 and F321 have excellent resistance to caustic media. F366 has a good resistance to caustic media but excessive temperature and strength of solution should be avoided for long-term use.
Finally, bisphenol FDA FKMs should not be used in caustic solutions for extended periods of time as there is a risk of degradation and contamination.
Testing in 2% HNO3 solution
Within some cleaning in place procedures, it may be necessary to employ an acid solution to remove scale, milkstone or calcium deposits. The acidic solutions used are typically 0.5% nitric acid or phosphoric acid up to 50°C. It was determined that TRP would test the new materials in 2% nitric acid at a temperature of 90°C. The results have been tabulated below:

The above results show a large volume swell for the FDA EPDM and bisphenol FDA FKM, which are significantly higher than the new FDA FKM grades. The lowest volume swell was observed with F321, with a swell of 3.67%.
Below are photographs of the surface under 25 times magnification after swell testing:

From the above images, it can be seen that the bisphenol FDA FKMs and EPDM tested had a high level of blistering of the surface. The other materials tested merely showed a slight colour change.
Summary
Following a rigorous testing process, it was found that the newly-developed materials are suitable for use in CIP and SIP conditions. This is a contrast to the bisphenol FDA FKM and FDA EPDM which performed poorly in the same CIP and SIP conditions.
The below table summarises TRP Polymer’s material recommendations based on CIP and SIP process fluid conditions:

Below, the datasheets can be found for the newly-developed FDA FKMs and FDA FEPM:
Or for more information take a look at our FDA COMPLIANCE IN FKM SEALS TRP POLYMER SOLUTIONS report.
Contact TRP Polymer
If you’d like to find out more about TRP Polymer, what it is we do and the types of polymer we create, don’t hesitate to contact us on +44 (0)1432 268899 or email us at sales@trp.co.uk.